
At IRNAS we have set up a unique combination of development and manufacturing capabilities, empowering our rapid innovation and taking customers from ideas to batches of devices in minimal time. Having our own infrastructure gives us a high level of control over our in-house manufacturing and assembly processes. With that, it comes also making sure that design decisions are based upon manufacturing and assembly capabilities.
In this blog post, we will talk about using adhesives and glues, which we’ve been avoiding to some extent in the past for two main reasons.
First, glueing is a messy, time-consuming process. Of course one would happily apply glue on one piece of hardware as a one-off solution, however we persistently tried to steer away from using glue when it comes to producing 20, 100 or 1000 pieces, which is a production scale will typically do in-house.
Secondly, after deciding to use an adhesive it is extremely important to make sure you are using it correctly. In our case, we simply didn’t have that knowledge. Not until we met people from Ulbrich, top-level experts in industrial adhesive and glue dispensing solutions.
We formed a great collaboration due to which we could expand our repertoire of tools and techniques we can use in our manufacturing and assembly processes. We will describe the process of having to form a permanent adhesive joint between two different material combinations:
- Polyoxymethylene (POM) to PCB solder mask
- POM – Polypropylene (PP)
Problem 1: The Surface Tension
The main task to accomplish in glueing is to achieve is a chemical reaction between the top surface layer of one material and the top surface layer of the other. Glue in between serves as a binder. It is a chemical substance that has capabilities of forming a good adhesive bond to both materials. What one wants to achieve is the adhesive bond between the two materials being stronger than the cohesive bond, which is the one holding molecules of glue together. In essence, when breaking the bond by pulling the two glued pieces apart, we want to see a small patch of glue being left over on both pieces. This means the cohesive bond within the glue had broken sooner than the adhesive bonds between the glue and the material. This is the best we can do.
The determining factor that defines whether an adhesive bond will be formed or not is the material surface tension. Surface tension is a property of materials arising from unbalanced molecular cohesive forces at or near the surface (read more about it here).
If the surface tension of the material is lower than the adhesive-specified boundary surface tension, the adhesive bond will not be formed. In this case, the material requires a step of pre-processing so we can increase its chemical activity on the surface and hence increase the surface tension. This is commonly done by using plasma treatment. It is reliable and, most importantly, can be automated!
We visited our friends at Ulbrich and characterized surface tension of our chosen materials and compared them to the boundary surface tension of the Dowsil 744, our silicone sealant/adhesive in use, with boundary surface tension of 38 mN/m. This is what we’ve found out:
- The PCB solder mask has a surface tension ~50 mN/m, which is higher than the boundary. This means no plasma treatment of PCBs is required!
- The POM has surface tension ~40 mN/m. In theory, this should work but since it’s very close to the boundary value we don’t want to risk it!
- the PP has a surface tension ~30 mN/m, which definitely needs to be treated.
Using a compact hand-held plasma probe Piezobrush PZ2 by relyon we’ve exposed the surface to plasma for a few seconds and repeated the surface tension measurements on POM and PP. A few seconds of treatment was enough to increase the surface tension to >60 mN/m on both materials, which should make it suitable to use with Dowsil 744.

WEBINAR: Hands-on experience with LR1110 LoRaWAN transceiver with GNSS and WiFi functionality
Problem 2: The Squeeze-out and misalignment
Once we’ve figured out how to make the materials compatible with the adhesive, we need to ensure an accurate positioning of the two glued pieces. We also need to prevent extensive squeeze-out so we can make sure we have a thick enough layer of glue in between the two glued pieces. This is important for more than one reason:
- first, to mechanically compensate for the difference in expansion of the two materials when the environment temperature is changed
- to ensure an even distribution of adhesive around the glueing surface so we can have it evenly sealed
Since our assembly process is manual, care must be taken to ensure repeatability and correct alignment between two glued pieces. Failing to do so can be very difficult to handle as you suddenly have to deal with this problem on every assembled piece individually.
The Solution
Both of the problems mentioned above have to be handled in the design in order to avoid having to manually correct each and every manufactured piece. Let us illustrate a solution on an example of glueing a PCB onto an end of a cylinder milled out of POM.
The initial design is shown here.
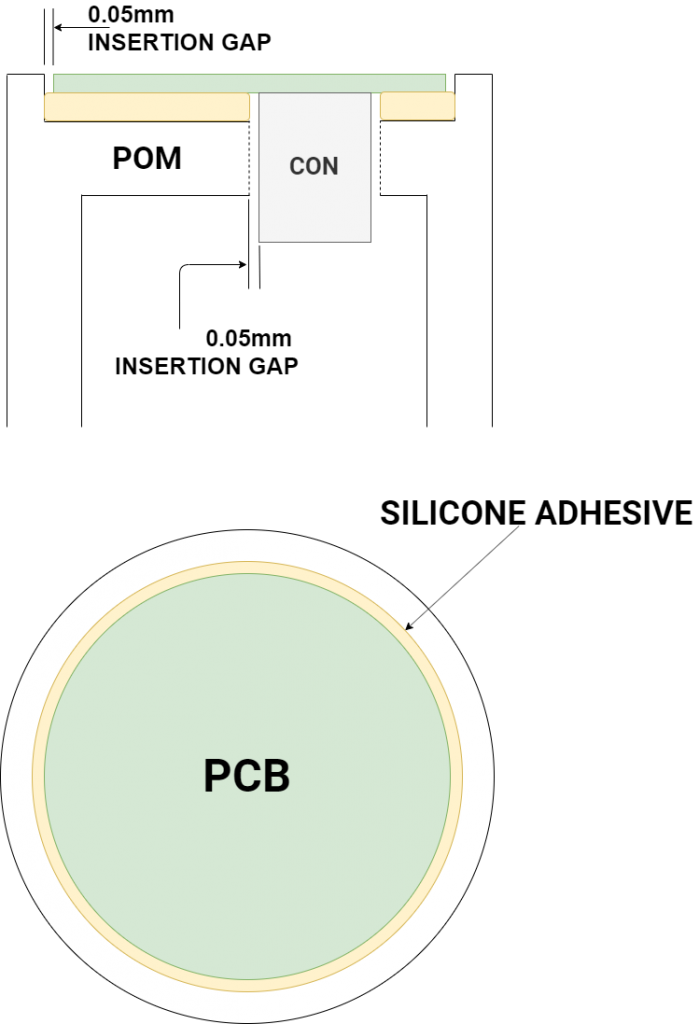
The assembly process in this case is simple: first, dispense glue, then insert the PCB. There is only one correct PCB position and orientation.
However, both problems mentioned above can occur if they are not taken care of in the design:

To ensure the correct positioning and orientation spacers were placed between the PCB and POM cylinder. The connector on the PCB assures correct rotational orientation, where the spacers ensures parallelism between PCB and the surface it’s glued to. We could add spacers on either the cylinder or the PCB.
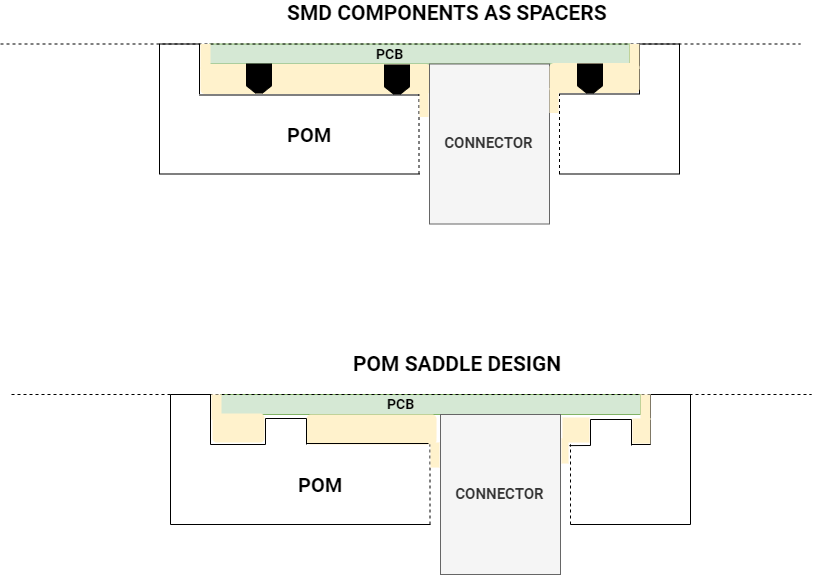
Because the piece was very small, machining even small saddles out of a soft material holds risk of material breaking off or machining uneven surfaces.
So we’ve come up with an idea of adding SMD components to the PCB instead of modifying the cylinder. They come with known dimensions and the soldering process is well-established. It worked!
Automation of glueing operation
The steps of the process were now defined:
- pre-process the surface with plasma
- dispense glue
- put the PCB in place
- squeeze together for alignment and let cure
Perfect! Would you do it by hand on 10 pieces? Sure! Would you do it manually on 200 pieces? Of course not! This is where our VITAPRINT platform was utilized. It is conceptualized to be integrated with any tool necessary in order to provide process automation in various environments. We’ve mounted a plasma probe next to a mechanical extruder, filled up the syringe and we were ready to go!

In automated glue dispensing we are required to deposit the same trace of glue on an X by Y grid of samples. This in essence means executing the same pattern of g-code on every sample. We begin by illuminating the surface with plasma and then proceed with glue dispensing.
We took a little time implementing the single-sample trajectory as follows:
- Turn on plasma probe
- make a slow small circle across the glueing surface on POM cylinder
- switch plasma probe off
- apply tool offset (which is the displacement vector between the plasma probe and the syringe tip)
- Begin silicone extrusion and follow the pre-defined pattern (which was developed and tested on its own beforehand)

Our friends at planetCNC have made it possible to re-use an existing g-code pattern throughout the same program, whenever it’s called from the main code. They named this a sub-routine (they wrote about it in this blog post).
Conclusion
Once we’ve successfully dispensed adhesive on a single sample we were able to synchronise that with the grid stencil dimensions and automate the process to manufacture approx. 120 samples/hour, repeatably and robustly. Because we’ve placed SMD components onto the PCB as spacers to ensure parallelism and perfect alignment, the PCBs could now be manually placed with ease on all samples straight after they came off of the CNC.
And here we have it! A solution for mid-scale, non-messy, automated (enough) glueing process, allowing us to assemble a mid-size series of samples knowing they are all well-positioned, with the same amount of glue and manufactured under the same conditions. This way we have not only saved manufacturing and assembly time, but also in the testing effort. With this method, we could test the design on only a handful of samples and then apply a trusted, repeatable manufacturing method on the series which meant we no longer needed to test the adhesion and sealing on every manufactured piece individually.
About the author

Luka Banović
Is fascinated by the comprehensive experience that product development offers. He makes sure to maximize the value of our work every step of the way. He ensures complete functionality and usability of our solutions and always works hard to find a quick and efficient way of delivering our solutions to the customers.


